

 Pamuk ve Viskon Elyafların işletmelerde boyanması ile ilgili dikkat edilecek hususlara pratik deneyimlerle bir nebze yardımcı olmaya gayret edeceğim. Türkiye de ve Dünya da en çok kullanılan elyaf Selüloz elyaftır. Selüloz elyafı Polyester elyaf takip eder. Selüloz elyaf içinde en önemlisi pamuktur. Bunu Viskon ve sınırlı miktarda Tencel gibi diğer elyaf tipleri teşkil eder. Pamuk ve kısmen Viskonun büyük bir kısmı Polyester ile harman olur. Elastanlar da bu karışımlara eklenerek modadaki yerini sağlamlaştırdı. Pamuk giyim, konforu, doğal olması ve ekolojik özelliklerinde dolayı geniş kabul görmektedir.
Pamuk ve Viskon Elyafların işletmelerde boyanması ile ilgili dikkat edilecek hususlara pratik deneyimlerle bir nebze yardımcı olmaya gayret edeceğim. Türkiye de ve Dünya da en çok kullanılan elyaf Selüloz elyaftır. Selüloz elyafı Polyester elyaf takip eder. Selüloz elyaf içinde en önemlisi pamuktur. Bunu Viskon ve sınırlı miktarda Tencel gibi diğer elyaf tipleri teşkil eder. Pamuk ve kısmen Viskonun büyük bir kısmı Polyester ile harman olur. Elastanlar da bu karışımlara eklenerek modadaki yerini sağlamlaştırdı. Pamuk giyim, konforu, doğal olması ve ekolojik özelliklerinde dolayı geniş kabul görmektedir.
PAMUK
Pamuğun takribi %85 i Selüloz, %6 – 7 Nem ve kalan Vakslar ve Organik tuzlardır. Pamuk organik asitlere karşı dayanıklı olup, Hidroklorik asit (HCl), Nitrik asit (HNO3) ve Sülfürik asit (H2SO4) te Pamuk elyaf çözülür. Bu belirtilen asitlerle terbiye sırasında kullanılmaktan açınılmalıdır. Pamuk Kumaş üzerindeki alkali atılmaz ve Nötralize edilmez ise oksiselüloza yol açıp Pamuğun bozulmasına neden olur. Pamukta nem önemlidir. Şayet nem %8 in üzerinde olur ve bu şekilde depolanır ise mikroorganizmaların çoğalma hızı yüksek olduğundan küflenme meydana gelir.
VİSKON
Pamuğa alternatif olarak geliştirilmiş yapay bir elyaftır. Odun veya Selüloz kalıntılarının, Sodyum Hidroksit ve bilahare Karbon sülfür ile reaksiyona sokularak Viskon elyaf elde edilir. Pamuk elyaf gibi anorganik asitlere dayanıklı değildir. Yaş mukavemeti düşüktür. Parlak renkler elde edilir ve Renk verimi Takribi 20% daha koyudur. Tutum hem dökümlü ve hem de daha yumuşaktır. Alkalilere karşı pamuk kadar dayanıklı değildir. Elyafın mukavemeti azalır. Bu sebeple Soda kullanımı tercih edilmelidir. Yüksek sıcakta elyafın kalması depolimerizasyona sebep olur ve elyafın mukavemeti azalır. Bir Reaktif Boyamada optimal sonuçları elde etmek için nelere dikkat etmeli.
1- SU
Bir Kg. Pamuğun ön işlemi, boyama ve apre için takribi 100 lt. su tüketilir. Boya Makinelerindeki gelişmelerle bu oran 60 lt. ye düşmüş olabilir. Bu suyun ne derece önemli olduğunun bir işaretidir. Boyama için yumuşak suya yani takribi maksimum 5 Alman sertliği ve pH 6 olmasına dikkat edilmelidir. Boyama i çin i stenen s u d eğerleri; – S ertlik: 0 -5 a lman sertliği – Bikarbonat: 30-100 ppm – Demir: 0,02-
0,1 ppm – Sülfat: 0-30 ppm – Bakır: 0,01-0,05 ppm – Klorür: 12-20 ppm – İletkenlik: 50- 150 μ/cm Kalsiyum ve Magnezyum gibi metal iyonları reaktif boyaların migrasyon ve difüzyon özelliklerini etkiler. Bunun birikmesi az boyanmış bölgelere yol açan beyaz çökelmeye sebep teşkil edebilir. Bakır ve demir gibi ağır Metal iyonları boyaların tonunu etkileyebilir. Bu beyaz lekelerin olmasına sebep veren birde Bikarbonat iyonlarının çökmesidir. Şayet asidik yıkama ile lekeler çıkıyor ise, kaynağın bundan o lduğu anlaşılır. Suda Bikarbonat iyonunun yüksek ( 8-9 ) olması pH tamponlanacağından, fiskede ihtiyacımız olan pH 10,8 e ulaşmamızı zorlaştıracak ve renk tekrarlanır lığı ile sorun yaşamamıza sebep olabilecektir. Tabii ki pH değerine başka yöntemlerle de ulaşabiliriz. Bundan dolayı bizim tavsiyemiz Boya başlangıç pH’sını 5-6 arasında tutmak ve bir nebze bu problemi uzaklaştırmak. S u kalitesinin iyi olmaması ve bilhassa Ca+2, Fe+3 ve Cu+2 iyonları, bilhassa kasar
da Peroksidi bozarak kötü beyazlık ve aynı zamanda Fe+3 mat bir beyazlık vermesine sebep olabilir. Demirin kumaşta yaratacağı negatif etkilerin başında kumaş mukavemetinin azalmasına sebep teşkil edebilir ( delikler).
2- BOYA ÖNCESİ ÖN HAZIRLIK
a- Örgü veya Dokuma kumaşlarda boyama işlemine girecek malların iplik lotlarına göre ayrılması ve gerektiği takdirde laboratuvarda boyanarak durum tespitinin yapılması. En önemlisi Depoya gelmiş bulunan Kumaşların Kirli mi, Yağlı mı, Patlak mı, Eni ve gramajı ne. Bu işlemlerden sonra partilere ayrılması (laboratuvarda belirtilen çalışmanın yapılması). Boyanacak kumaşlar Makine cinsine göre ayrılacak ve her göze eşit miktarda konacak. Burada ki gaye makinede eşit dönme zamanını elde etmektir. Sizin de bildiğiniz gibi kumaşın makinede
bir turunu 2,5-3 dakikada tamamlaması düzgün bir boyacılık için gereklidir. b- Boyamadan önce Makinelerin bakımlarının tamamlanması ve en önemlisi Makine temizliği yapılmış olmasıdır. Mesela; koyu boyanan bir renkten sonra açık renk için gerekli temizliğin yapılması. Böylece doğacak lekeleme veya renk kirliliğin gibi problem önlenmiş olur. c- Laboratuvarda ki gaye Örgü Kumaşlarda ki yağların, parafinlerin ve Petkimlerin, dokuma Kumaşlarda ki Haşılın uzaklaştırılması ile ilgili çalışmaları ve boyaması yapılarak işletmeye gerekli olan raporların sunulması ve İşletme tarafından kontrol edilerek Prosesin belirlenmesi. Parafinlemenin amacı, ipliğin kayganlaştırarak çalışma sırasında sürtünme etkilerini azaltmak, iplikte çalışma sırasında oluşacak statik elektriklenme önlenir, ipliğin mukavemeti artar. Bu işlem düzgün
yapılmaz ise iplik abrajı veya fazla parafin verilerek ipliğin parlaklığını artırmak istenir ise buda boyamada bazı zamanlarda sorun yaratabilir. Bütün bunların kontrol edilmesindeki gaye hatalı boyamanın önüne geçilmesidir.
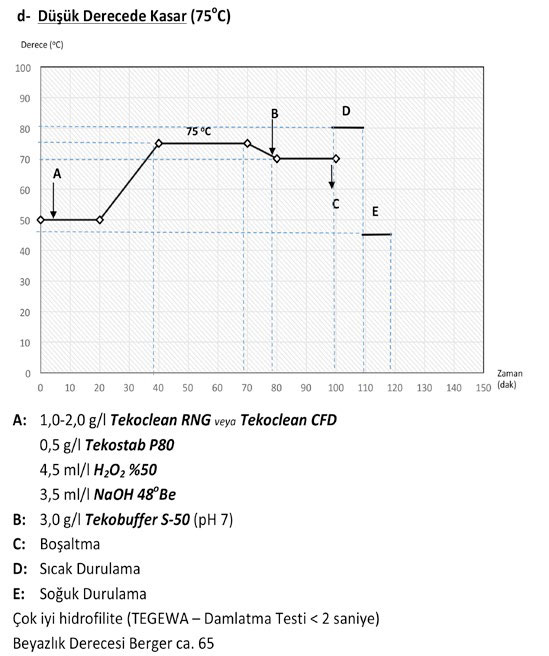
3- ÖN İŞLEM
En çok dikkat edilecek ve önem verilecek işlemdir. Bundaki gaye Kumaşlardaki istenmeyen maddelerin yıkama, pişirme, haşıl sökme ve Kasar işlemleri ile uzaklaştırılmasıdır. Yetersiz ve kontrolsüz işlem yapılır ise Kumaşlar düzgün boyanmaz.
Konvensiyel ürünlerle yapılan Kasar maddeleri:
-Sequester Madde: Kompleks oluşturucu maddeler çökmelere ve sertlik oluşturucu maddelere karşı hassas boyarmaddelerde leke oluşmasına engel olup Ca ve Mg iyonlarının yanında Si, Fe ve Cu iyonlarının da tutulmasını amaçlar. Çünkü bu iyonlar boya banyosu içinde zararlıdır. Diğer bir deyiş ile iyon tutma ve Disperge kabiliyeti yüksek maddeler kullanılmalıdır. -Yağ Sökücü: Kumaş üzerindeki örgü veya dokuma yağlar ile pektinlerin uzaklaştırılması için kullanılan ve aynı zamanda ıslatma, hidrofilite özelliğe sahip bir maddenin kullanılması. -Kırık önleyici: Polimer ve yağ bazlı kullanılması. -Stabilizatör: Peroksitin alkali ile temasında hızlı parçalanmasını önler. Sıcaklık artıkça peroksit düzenli
parçalanarak aktif oksijen çıkartır ve bu sayede beyazlık oluşması amaçlanır. Silikat türevinden kullanılması suda zor çözünen bileşikler oluşmasına ve silikat çökmelerine sebep teşkil edebilir. – Peroksit – Kostik: Peroksittin parçalanıp aktif oksijeni açığa çıkartması için kasar banyosunda alkali olarak kullanılır. – Anti peroksit: Kasar işlemi sonrasında kumaş üzerinde kalması muhtemel peroksittin uzaklaştırılması
için kullanılan enzim veya buna eşdeğer malzemeler. Peroksittin uzaklaştırılmaması rengin açık çıkmasına sebep olabilir. Maddelerin sırası ile makineye verilmesi, kumaş daha önceden alkali işlem görmüş ise pH 10-11, ham ise pH 11-12 ye ayarlanır ve 98 – 105 derecede 20-
30 dakika çalışılır. Bilahare taşar yıkama, nötralize ve pH kontrol ile hidrofilite kontrolü ile boyaya girilir. Taşar yıkama ile boşaltma yapacağız, şayet sıcak boşaltırsak aldığımız soğuk su malın sertleşmesine ve malda kırık olma ihtimalini artıracaktır.
ÖN İŞLEMDEKİ ÜRÜN TAVSİYELERİMİZİ VE AYNI ZAMANDA KOMBİN KASARIN VERDİĞİ AVANTAJ VE DEZAVATAJLAR PROSES BÖLÜMÜNDE SİZLERE İZAH EDİLECEKTİR.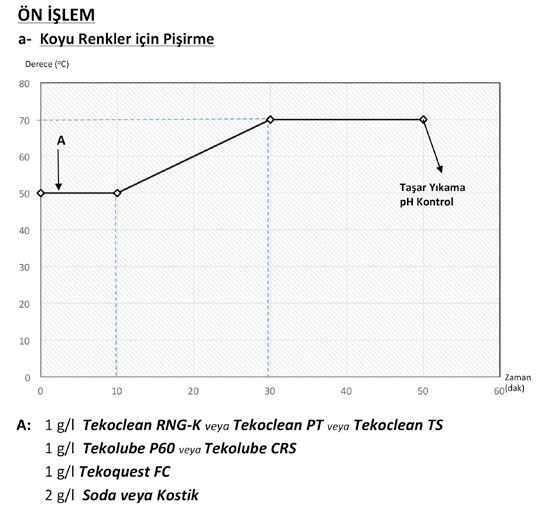
4- ELEKTROLİT
Selüloz boyacılığında kullanılan anyonik boyarmaddelerin, Pamuğun sudaki anyonik yapısı nedeni ile Pamuğa karşı afinitesi oldukça düşüktür. Bundan dolayı boyanın elyaf tarafından emilmesini hızlandırması için Tuz veya Sodyum sülfat gibi elektrolitler kullanılır. Seçilecek tuzun 1-5 Alman sertliğinde olmasına dikkat edilmesi, aksi halde banyo sertliğini artıracağından boyamaya negatif etki edebilir. Sodyum sülfat kullanımı daha ziyade kritik boya guruplarında kullanılmalı. Mesela Turquaz ve Blue R Spec. gibi boyarmaddelerde. Boya ihtiyacı olan
elektrolit kullanım miktarının belli sınırların altında tasarruf gayesi ile kullanıldığında tekrarlana bilirlik oldukça azalır. Elektrolit miktarı artıkça substantivite artacağından düzgünsüzlük tehlikesi artacaktır. Boyaların çözüle bilirliği elektrolit miktarına göre değişebilecektir. En önemlisi elektrolitlerin fazla kullanımı yıkamada fazla enerji ve zaman kaybı ile haslık problemi olabilecektir. Bundan dolayı elektrolit
kullanımı çok önemlidir. Substantivite ve Reaktiflik konularını bu bölümde inceleyeceğiz. Kumaş sulu ortamda boyanın ancak 10% lif tarafından alınır. Bu sebepten banyoya elektrolit (tuz) verilerek substantif hız kazandırılır ve boya yapılarına göre, banyo ortamından lif yönüne doğru 75% oranında kayar. Tuz ilavesinden sonra en uygun çekime ulaşabilmek için 40 dakikaya ihtiyaç vardır. Yükselen derece ile
substantiflikte bir düşme oluşur. Bu Tuz miktarını artırarak bunu engellerim demek değildir. Mesela 50- 60oC de ihtiyaç olan elektrolit miktarı boya yapılarına ve kullanılan miktarına göre 20-80 gr/lt. Fakat sıcak boyalarda bu rakam daha fazla olur. Boyanın elyafa çekilebilme kabiliyetine (affinite) olarak algılarız. Boyalar geliştikçe boyanın çekilebilme kabiliyeti artacaktır. Substantivite ve affinite elyafta
beraber hareket ederler. Reaktif boyaların lif üzerine olan hareketi ve bağlanmasıdır. Boyar madde ile lif arasında ki reaksiyon, selüloz lifinin reaksiyona girebilecek OH- gurupları ile olmaktadır. Şayet işletmede sıvı tuz kullanılıyor ise mutlaka başta verilmesi, böylece banyo oranını kontrol etmiş olursunuz. Her madde verilişinde 5-10 dakika malı döndürünüz. 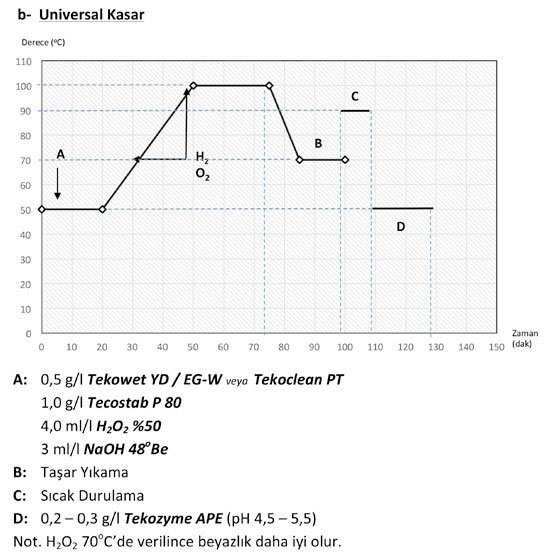
5- BANYONUN pH DEĞERİ VE ÖNEMİ
Alkali, reaktif boyayı selüloz lifine kimyasal olarak bağlanması için gerekli bir malzemedir. Bunlar Kostik, soda veya bunlara eşdeğer maddeler olabilir. Boyaların pH değeri ve sıcaklık ilişkileri söz konusu olduğunda, aşağıdaki noktalara dikkat edilmelidir. pH yükseldikçe, selüloz daha fazla eksi yük taşıyan hidroksil gruplar meydana gelir. Sıcaklığı sabit tutup, pH değeri bir birim yükseltildiğinde ( mesela pH 10’dan pH 11’e ) boyama ve reaksiyon hızı 10 misli büyümektedir. Bunun tersini yapar isek pH değeri sabit tutup sucaklığı 10 derece
yükseltirsek reaksiyon hızı çok hızlanacaktır. Her iki durumda da verilecek alkalinin boyama derecesine göre ayarlanması gerekir. Belli nedenlerden ötürü yüksek sıcaklıkta boyama yapılacaksa pH değerinin düşürülmesi gerekecektir. Örneğin: çok sık dokunmuş kumaşlarda veya fazla büküm verilmiş iplik ve kumaşların boyanmasında migrasyon yöntemi ile sıcak veya soğuk boyalar kullanılmalıdır. Bu durumlarda sıcaklığın yükseltilmesi (80 veya 95 dereceye) boyarmaddenin migrasyonuna etki ederek uygun duruma getirmektir. Daha önceden de bahsettiğimiz gibi yüksek sıcaklıklarda substantiflik azalmaktadır. Bunu dengelemek için tuz miktarını artırmamız gerekecektir. Boyama da optimum pH değerinin 10,8 – 11,0 olması gerekmektedir. Alkali olarak; soda, kostik, sodyum bikarbonat veya buna eşdeğer malzemeler kullanılabilir. Yüksek alkalilerde önceden sodyum bikarbonat ile tamponlanması tavsiye edilir. Renk tekrarlanabilirliğin özellikle pH
değerinin sabit olmasına, elektrolit ve Sıcaklığının sabit tutulmasına bağlıdır. Basitleştirilmiş bir kurala göre fiksaj verimliliği artan elektrolit miktarına bağlı olarak artar ve artan banyo oranına ve boya konsantrasyonuna bağlı olarak azalır.
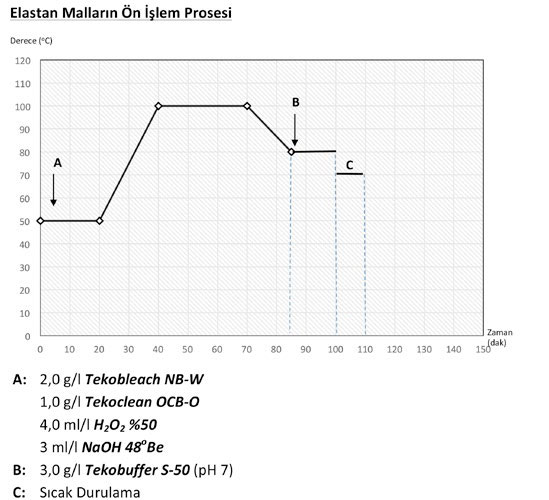
e- Elastan Malların Ön İşlemi :
Elastan iplikleri veya lifleri makro moleküllerinden oluşup %85’lik kısmı poliüretan moleküllerinden meydana gelir. Elastan isminden de anlaşıldığı gibi serbest kaldığı anda eski haline gelir. Elastanlar avivaj ihtiva eder ve bu avivaj maddesinin tamamı silikon yağlarıdır. Yağların en uygun şekilde uzaklaştırılması gerekir. Fazlasının uzaklaştırılması elastikiyet kaybına sebep olur. Bundan dolayı özel ürün
kullanılması tavsiye edilir. Elastan lifleri tek başına nerede ise hiç kullanılmaz. Daha ziyade çekirdek ipliğin etrafına belli tekniklerle sarılarak piyasada karşımıza çıkar. Elastan Kumaşlar elastan cinsine ve Menşeine bağlı olarak, ön fikse için Ramlar da 175 – 200 oC’de 30 – 70 saniye kontak zamanı ile en ve gramaj ayarlarına tabi tutulur. Bunun yanında Ramda girişte buharlama da tatbik edilebilir ise daha iyi netice alınmış olur. Bütün bunların yapılmasındaki amaç; a- Kasar da sonradan oluşabilecek sararmayı önlemek. b- Kırık tehlikesini büyük ölçüde azaltırız. Yalnız dikkat edilecek husus, iyi makine seçimi, az mal alınması, ani soğutma, ısıtma ve uygun yapıda kırık önleyici
kullanılması kırık oluşumunu ettiler. c- Önce yapılan termofikse daha sonra renk tonunun değişimini önleyebilir.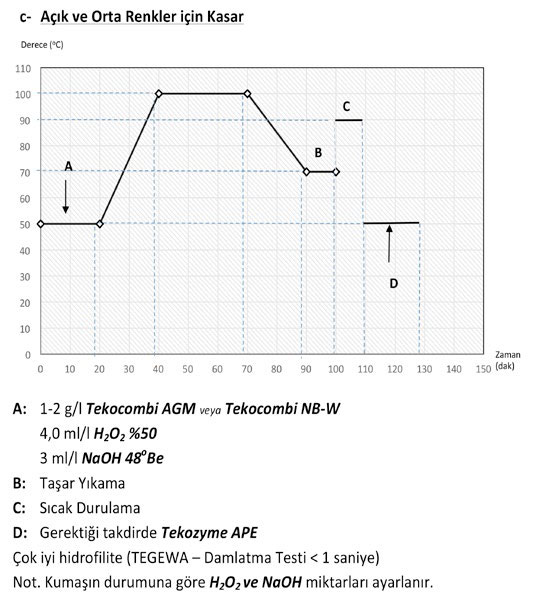
Elastan Kumaş Prosesi:
İşletmelerin makine parklarına göre çalışma şekli değişebilir. Mesela;
a- Tüp -> Yıkama + Kasar -> Boyama -> Kurutma -> Avivaj. Bu metot ile istenen en ve gramaja ulaşılmayabilir.
b- Tüp -> Yıkama -> Fikse -> Kasar + Boya -> Avivaj Kurutma
c- Açık en -> Fikse -> Yıkama + Kasar -> Boyama -> Avivaj Kurutma
d- Dokuma Kumaş -> Fikse (Buharlama) -> Yakma -> Haşıl Sökme -> Kasar -> Merserize -> Fikse veya Kurutma -> Boyama -> Avivaj Kurutma.







{kind=link}